Чем варить оцинкованную трубу?
- Чем варить оцинкованную трубу?
- КАК ВАРИТЬ ОЦИНКОВКУ ПРАВИЛЬНО: ПРАВИЛА И СОВЕТЫ
- СОДЕРЖАНИЕ СТАТЬИ
- ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
- ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
- Удаление цинкового покрытия
- Подбор электродов
- Подбор присадочного материала
- КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
- Сварка оцинковки полуавтоматом
- Сварка инвертором
- Точечная сварка
- КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
- КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
- Принципы сварки оцинкованных труб
- Можно ли сваривать оцинкованные трубы?
- Методы сварки
- Выбор электродов
- Технология сварки газовой горелкой
- Подготовка
- Как правильно сваривать оцинковку?
- Завершение сваривания
- Технологические особенности сварки оцинкованных труб
- Проблемы соединения цинковых труб с помощью сварки
- Технологии выполнения сварки для оцинкованных изделий
- Выбор электродов
- Рутиловые электроды
- Основные электроды
- Технология электродуговой сварки оцинкованных труб
- Газосварка оцинковки
- Нанесение защитного покрытия
- Как правильно выполнять сварку оцинкованных труб: пошаговая инструкция для чайников
- Можно ли сваривать оцинкованные трубы?
- Трудности сваривания
- Способы сварки
- С использованием флюса
- Ручная электродуговая
- Альтернативные способы соединения
- Какой способ лучше
- Выбор электродов
- Рутиловое покрытие
- Основное покрытие
- Технология выполнения работ
- Последующая обработка стыка
- Технология сварки газовой горелкой
- Подготовка к работам и пайка
- Нанесение флюса
- Завершающий этап
- Заключение
- Технологии сварки оцинкованных труб
- Трудности сваривания
- Какие технологии применяют
- Выбор электродов
- Рутиловое покрытие
- Основное покрытие
- Нюансы процесса
- Последующая обработка стыка
- Применение газовой горелки
- Подготовка и пайка
- Нанесение флюса
- Завершающий этап
Чем варить оцинкованную трубу?
КАК ВАРИТЬ ОЦИНКОВКУ ПРАВИЛЬНО: ПРАВИЛА И СОВЕТЫ
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
СОДЕРЖАНИЕ СТАТЬИ
- Что нужно учитывать при сварке оцинковки
- Этапы работы с оцинковкой
- Какие есть виды проволоки для сварки
- Общие правила и рекомендации для сварки оцинковки
- Виды сварки оцинкованной стали
- Как варить оцинковку: вывод
- Как варить оцинковку: видео
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
- При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
- Проникая в основу, выделяемые пары разрушают структуру металла;
- Происходит нарушение шва оцинковки;
- Токсичные пары поступают в окружающее пространство.

Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
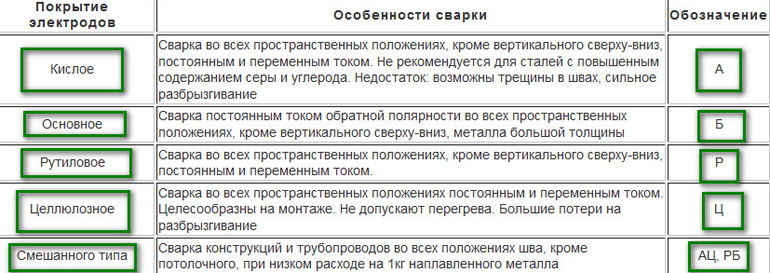
Можно выделить 2 основных вида электродов:
- С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
- С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.

КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
- Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
- CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
- CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.

- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.

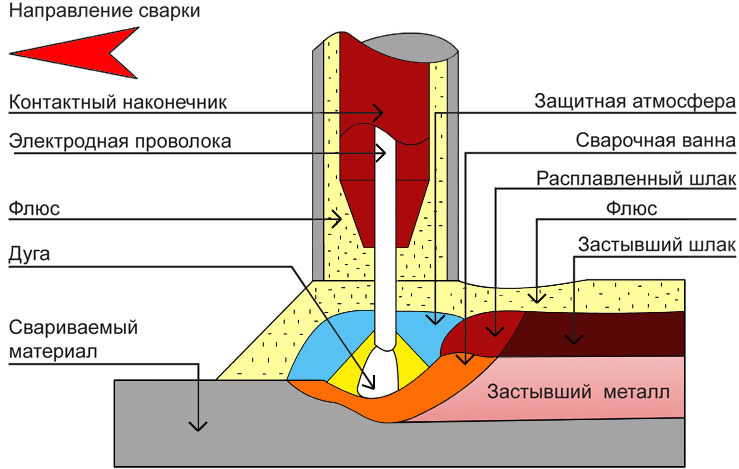
Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.

КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
Вне зависимости от типа используемой сварки и вида оборудования, необходимо строжайшее соблюдение всех мер безопасности и технологических правил. Цинк является токсичным материалом, вдыхание его паров способно привести к серьезной интоксикации организма. Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.
КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
Принципы сварки оцинкованных труб
Теплосети часто изготавливаются из элементов, покрытых слоем цинка. Сварка оцинкованных труб имеет множество нюансов, которые нужно учитывать при монтаже. Связано это с особенностями материала, его техническими характеристиками.

Сваренная оцинкованная труба
Можно ли сваривать оцинкованные трубы?
Правила сборки трубопроводов определяются ГОСТами. Однако стандартные требования не подходят для работы с оцинкованными трубами. Защитный слой из цинка закипает при температуре 906 градусов по Цельсию. Однако основа должна быть прогрета до 1200 градусов. Из-за этого были внесены нововведения, по которым обозначено два возможных способа решения проблемы:
- Сваривание с использованием флюса. Состав не должен содержать компонентов, которые растворяются водой.
- Уменьшение времени сваривания. Так цинк не успеет испариться. Чтобы выполнить работы быстрее, нужно увеличить температуру, с помощью регулятора тока.
Сварщик выбирает метод зависимо от ситуации, технических требований.
Методы сварки
Существует две технологии сварки оцинкованных труб:
- Газовой горелкой. Этот метод подразумевает применение специальных сплавов для сварочных работ, флюса.
- Электродуговым аппаратом. Для выполнения работы нужно использовать специальные электроды, которые имеют рутиловое покрытие. Оптимальный диапазон тока — 100–160 А.
При применении электродугового аппарата, важную роль играет толщина труб. Если она не превышает 3 мм, элементы свариваются сразу. Если она больше — перед сваркой необходимо снять фаски со свариваемых краев. После выполнения работ швы зачищаются щеткой по металлу. Далее наносится защитное покрытие на основе цинка.
Выбор электродов
Электроды, применяемые для сваривания трубопроводов из оцинковки, должны отвечать следующим требованиям:


- легко зажигаться;
- готовый шов должен обладать низким показателем ударной вязкости;
- минимальное разбрызгивание.
Покрытие выбирается зависимо от того, какой тип стали сваривается. Если она углеродистая, подойдет рутиловое, если низколегированная — основное.
Технология сварки газовой горелкой
Далеко не каждый начинающий сварщик знает, как варить оцинкованные трубы в домашних условиях. Для этого нужно учитывать несколько особенностей:
- Выбирать горелку зависимо от того, какого диаметра трубы необходимо соединять. Оборудование с цифрами 1, 2, подходит для работ с трубами диаметром до 250 мм, толщиною стенок до 6мм. Номера 3, 4 для остальных размеров.
- Поддерживать постоянное пламя при сваривании.
- Увеличить подачу кислорода.
Нельзя забывать, что пары цинка ядовиты. Работать нужно используя сварочную маску, респиратор.

Горелка для сварки оцинкованной трубы
Подготовка
Перед включением сварочного оборудования, необходимо подготовиться:
- Обрезать трубы по требуемым размера. Зачистить торцы от металлических заусенцев.
- Снять фаску если толщина стенок превышает 3 мм. Угол раскрытия должен составлять 80 градусов.
- Счистить грязь с соединяемых мест, обезжирить их.
- Уложить две трубы напротив друг друга с промежутком для шва 3 мм. Закрепить их в тисках или других удерживающих приспособлениях.
- Нанести флюс на соединяемые поверхности. Оптимальная толщина слоя — 2–3 мм.
После выполнения подготовки, можно приступать к свариванию.
Как правильно сваривать оцинковку?
Процесс работы сварочным аппаратом:
- Включить горелку. Начать разогревать оцинкованные поверхности на расстоянии 30 см.
- Флюс должен разогреться до такой степени, чтобы превратиться из желтого в прозрачный.
- Присадочную проволоку ввести в зону нагрева так, чтобы при расплавлении она заполняла пустоты, образуя шов.
- Горелку приблизить к присадочной проволоке, чтобы она начала плавиться. Для этого достаточно нагреть ее до 950 градусов.
Важно контролировать горелку, чтобы не нагреть участки без флюса. Это приведет к порче цинкового покрытия. Чтобы было удобно регулировать подачу кислорода в рабочую зону, сварщики рекомендуют использовать трехпозиционный редуктор.
Завершение сваривания
После выполнения работ нужно смыть флюс. Для этого применяется мыльный раствор. Далее требуется зачистить готовый шов. Для этого применяют металлическую щетку. Движение не должны быть слишком интенсивными. Это может привести к повреждению цинкового слоя. Последний этап — покрытие зачищенного шва антикоррозийной краской, которая имеет в составе большое количество цинка.


Сварка оцинковки имеет множество нюансов, которые неизвестны новичкам. Перед началом работ нужно выбрать оборудование, электроды. Нельзя игнорировать использование средств личной защиты. Они уберегут организм от пагубного воздействия паров цинка. Начинающим сварщикам нужно потренироваться на черновых трубках.
Технологические особенности сварки оцинкованных труб
Срок службы стальной трубы возрастает на порядок, если ее покрыть защитным слоем цинка. Однако процесс сварки оцинкованных труб имеет свои технологические особенности, несоблюдение которых приводит к быстрому износу трубы в месте стыка и угрожает здоровью сварщика. Существует несколько способов безопасной и качественной сварки оцинкованного металла. Выбор конкретной технологии зависит от локации работ, квалификации сварщика и наличия определенного сварочного оборудования.

Проблемы соединения цинковых труб с помощью сварки
Есть три стороны проблемы сварки оцинкованного металла. Первая состоит в том, что цинк при попадании в дыхательные пути рабочего может вызвать остановку дыхания. Температура сваривания стали колеблется около 1200 градусов. При этом цинковое покрытие начинает испаряться уже при температуре чуть выше 900 градусов.
Обратите внимание! Сварочные работы оцинкованных материалов требуется проводить в специальной защитной одежде: респиратор, сварочная маска и теплоизоляционные перчатки.
Если сварочные работы проводят в закрытом помещении, то необходимо обеспечить эффективную вентиляцию.
Вторая проблема в том, что присутствие расплавленного цинка ухудшает качество стыка. Оцинковка смешивается с основным сплавом, встраиваясь в кристаллическую решетку и ослабляя ее. Интенсивное испарение цинкового покрытия становится причиной образования пузырей, полостей, неоднородности сварочного шва.
Казалось бы, что удалив оцинковку в месте стыка, можно безопасно и качественно соединить трубы. Однако здесь кроется третья проблема – локальное удаление оцинковки приводит к быстрому износу коммуникаций в месте стыка.
Технологии выполнения сварки для оцинкованных изделий
Технологи предлагают несколько путей решения проблемы сварки оцинкованных труб:
- предварительное удаление защитного покрытия с последующим его восстановлением;
- снижение температуры сварки;
- сокращение времени сварочных работ;
- предотвращение испарения цинка использованием флюса.
Зачистку зоны проведения работ проводят либо механическим способом, либо химическим. В первом случае используют болгарку с металлической щеткой или абразивный круг. Здесь трудно контролировать локальность удаления защиты. Химическое удаление оцинковки проводят обработкой места стыка раствором соляной кислоты. Ее наносят аккуратно, небольшими порциями, без повреждения основного металла.
Выбор электродов
Процесс сварки оцинкованных труб мало отличается от сварки черного металла. Технологическая особенность работ заключается в сокращении времени сварки при одновременном увеличении силы тока процесса. Достичь этого позволяют электроды с рутиловым покрытием.

Рутиловые электроды
Рутиловые электроды – это электроды, покрытие которых состоит из оксида титана с примесями алюмосиликатов и карбонатов.
Обратите внимание! Сварочные работы рутиловыми электродами можно начинать только после их предварительного прогревания при температуре в 200 градусов и суточной выдержки после.
Преимущества электродов с рутиловым покрытием:
- наличие оксида титана облегчает процесс зажигания электрода в начале работы или при его затухании в процессе работы;
- характеристика сварочной дуги позволяют получить качественный шов, без непровара, трещин, с высокой устойчивостью к износу;
- минимальное разбрызгивание металла уменьшает потери расплавленного металла.
Наличие железного порошка в рутиловом покрытии снижает уровень легирования стали, что повышает прочность полученного соединения.
Расшифровка и обозначение электродов
Основные электроды
Электроды с основным покрытие используют для сварки толстостенных труб из низколегированной стали. Порошковое покрытие здесь имеет сложный состав из ферросплавов, фторида кальция, соединений магния.
Процесс варки сопровождается выделением окислов углерода, которые защищают расплавленный металл от разрушающего воздействия кислорода воздуха и водорода.
Технология электродуговой сварки оцинкованных труб
Кроме правильного выбора типа электродов, на качество шва влияет квалификация сварщика. Процесс требует аккуратной, но быстрой работы. При замедлении процесса легко прожечь соединение насквозь. При быстром ведении электрода шов получается с непроварами.
К таким же дефектам стыка приводит неправильный выбор диаметра электродов. Мощность электрической дуги напрямую зависит от толщины проволоки электрода. Для труб со стенкой в 1,5-3 мм оптимальным диаметром будет проволока в 2-3 мм.
Обратите внимание! Оптимальную скорость сваривания оцинкованных труб не устанавливают распоряжением. Квалифицированный сварщик приобретает навыки ведения электрода опытным путем.
Особенности соединения оцинкованных труб сварным методом:
- Тонкостенные трубы соединяют без предварительной обработки торцов.
- Для соединения толстостенных труб потребуется предварительно снять фаску. Делать это нужно частично, без образования острого края. Частичный скос кромки при соединении торцов встык должен обеспечить образование канавки, которая и заполняется при сварке.
- Электроды подбирают по толщине стенки трубы. Номер газовой горелки для оцинковки выбирают на два размера меньше, чем при сварке черного металла.
- В процессе пайки без удаления цинкового слоя следует следить за тем, чтобы напыление не «кипело».
- При работе горелкой пламя направляют на припой, а не на трубы.
- После сварки излишки флюса удаляют.
Попадание флюса внутрь трубы при работе на водопроводных коммуникациях безопасно для человека, поскольку он легко вымывается водой и не ядовит.
Газосварка оцинковки
Сварку оцинкованных труб без нарушения защитного покрытия осуществляют газовой горелкой с использованием флюса «HLS-B». Его наносят на торцы труб для понижения температуры нагрева цинкового слоя. В результате цинк не испаряется в процессе, а расплавляется под флюсом, оставаясь на поверхности трубы.
Кромка трубы нуждается в предварительном очищении и обезжиривании. Торцы труб прогревают на расстояние до 30 см от края. Флюс наносят на расстоянии в 2 см от торца трубы толстым слоем. Начальная его консистенция – густая паста. Нагревом его доводят до полужидкой консистенции. Определить готовность флюса к началу работ позволяет изменение его цвета.
Обратите внимание! Флюс при нагревании сначала приобретает желтоватый оттенок, затем становится молочно-белым. Начинать сварку следует после того, как флюс станет прозрачным и гелеобразным.
Нанесение защитного покрытия
Восстановление оцинковки в условиях заводского цеха проводят катодным напылением. Процесс имеет электрохимическую природу, а потому неприменим в полевых условия. При монтаже бытовых коммуникаций альтернативной защитой служит покраска труб. Покрытие требует постоянного контроля и обновления при ржавлении труб.
Более стойкий защитный эффект оказывает краска с содержанием цинковой пыли более 90%. Наносят ее с помощью обыкновенной кисти. Существует способ восстановить цинковое покрытие наплавлением на поверхность стыка химически чистой цинковой проволоки.
Как правильно выполнять сварку оцинкованных труб: пошаговая инструкция для чайников
Здравствуйте, уважаемые читатели!
Из некоторых источников можно получить недостоверную информацию о том, что сварка оцинкованных труб запрещена принципиально. В действительности это не совсем так: есть способы, позволяющие правильно сварить такие трубы.
Об известных и широко применяемых технологиях производства сварочных работ я сегодня и расскажу.
Можно ли сваривать оцинкованные трубы?
Трубы из оцинковки сваривать не запрещается. Этот материал используется повсюду — на водо- и газопроводах, в отопительных системах. Сложно представить, чтобы монтаж происходил вовсе без сварки, учитывая столь широкое применение оцинкованного материала в трубопроводах различного назначения. Стыковка этим способом регламентируется СНиП 3.05.01-85 о внутренних санитарно-технических системах.
Трудности сваривания
Главная проблема — во время сварки в районе воздействия горелки выгорает слой защиты из цинкового покрытия. Это провоцирует быстрое развитие коррозии. Есть и другое, не менее существенное затруднение: от нагревания цинк начинает интенсивно испаряться. При попадании в дыхательные пути мастера он вызывает удушье, ожоги слизистой, острое отравление.
Из-за этого сварка оцинкованных труб допускается только на улице или в хорошо вентилируемом помещении, а сварщику предписывается использовать защитную маску.

Способы сварки
С учетом этих особенностей разработаны специальные технологии, предусматривающие полную сохранность оцинкованных труб:
- под флюсом;
- специальными электродами.

С использованием флюса
Точки сварки покрываются особым веществом – флюсом. Он не дает цинковому покрытию выгорать и превращаться в летучий газ. Флюс забирает долю тепла, а цинк под ним плавится, переходит в вязко-жидкое состояние и равномерно обволакивает сварное соединение, соединяя концы оцинкованных отрезков.
Ручная электродуговая
В этом способе сварки оцинкованных поверхностей применяются специальные электроды под высокие токи. Сущность методики – уменьшить время теплового воздействия на соединяемые заготовки, когда цинк за время сварки не достигает точки превращения в газ и не испаряется.

Эта технология чаще всего применяется не только при строительстве газопроводов и строительных конструкций, но и при прокладке водопровода.
Альтернативные способы соединения
Оцинкованные трубы допускается соединять резьбами и муфтами. В последнем случае результат гарантирует 100 % герметичность только при регулярном обслуживании стыков. Нарезать резьбу на оцинкованной трубе не так уж и просто. Есть вариант использовать заводские резьбы и сгоны. Но, опять же, их необходимо приваривать. Все это способно существенно поднять стоимость работ.
Какой способ лучше
Сварка и пайка под флюсом предпочтительнее других способов соединения оцинкованных труб. И вот по каким причинам:
- Работы проводятся быстро, если их выполняют квалифицированные сварщики.
- В сравнении с резьбовым или фланцевым обеспечивается неразъемное соединение, которое не нуждается в дальнейшем обслуживании.
- Сварка позволяет выполнять большие объемы работ за короткий отрезок времени — например, при прокладке многокилометровых трубопроводов.
На оцинкованных трубопроводах разъемное соединение – резьбовое, фланцевое, с помощью компрессионных и накладных муфт – используется не так часто и только в тех случаях, когда сделать нужно немного. Например, при замене радиатора в квартире необходимо удлинить подводку. Тогда на отрезке существующей оцинкованной трубы нарезают резьбу и муфтой, угловыми фитингами присоединяют отрезок другой.
Разъемное соединение вместо сварки используется для подключения к трубопроводу дополнительных устройств, например, счетчиков. Важно понимать, что такое соединение в отличие от сварки и пайки не обеспечивает 100 % герметичности и нуждается в периодическом обслуживании независимо от того, какая рабочая среда циркулирует по оцинкованному трубопроводу – жидкость или газ.
Выбор электродов
Во время сварки оцинкованных труб образуются пары цинка. С технологической точки зрения газы плохо влияют на качество сварного шва. Попадая в ванну (обрабатываемый участок) и смешиваясь со сталью, цинк становится причиной появления пор, трещин на уровне кристаллической решетки. Именно поэтому шов необходимо дополнительно защищать от разрушения.

Если это невозможно, используют специальные сварочные электроды – с рутиловым и основным покрытием.
Рутиловое покрытие
Рутил — смесь оксида титана (50 %) с алюмосиликатами и карбонатами. Образуемый в результате сваривания шлак обладает высокой степенью щелочности. Шов получается прочным на ударную вязкость и с повышенной защитой от горячих трещин. Перед тем как варить трубу, электроды сушат 60 минут при 200 °C и используют в течение суток.
Основное покрытие
Содержит ферросплавы, плавиковый шпат, магний, кальций. При сгорании в районе сваривания смесь выделяет окись углерода и углекислый газ. Они препятствуют попаданию окислителей (водорода, кислорода) в шов. Чаще электродами с основным покрытием выполняют сварочные работы по толстостенным оцинкованным трубам.
Технология выполнения работ
Главным образом учитывается толщина стенки:
- до 3 мм — трубы сваривают без подготовительных работ, оставляя припуск в соединении 2–3 мм.
- свыше 3 мм — на торцах свариваемых труб выполняют фаску, притупляя кромку на 1,5–2 мм.
Большое значение имеет корректный выбор тока и диаметр сопла электрода.
Высокие токи в сочетании со слишком маленьким диаметром приводят к прожиганию оцинкованной трубы, а в противоположной ситуации будет недовар. Еще один фактор — скорость перемещения электрода. Если он двигается медленно, возникает риск повредить свариваемые торцы. Чрезмерная скорость перемещения электрода чревата недоваром.
Последующая обработка стыка
После сварки шов рекомендуют обработать составом против коррозии, специально предназначенным для оцинкованных труб. Хороший вариант — краска на основе цинковой пыли. Она обладает хорошей адгезией к металлам, защищает от коррозии не хуже цинка, ее легко наносить ручным способом.
Технология сварки газовой горелкой
Метод изобретен немцами, также известен под наименованием UTP. В настоящее время в пайке газовой горелкой применяют припой UTP-1 в сочетании с флюсом марки HLS-B. Припой выпускают в виде прутка на основе меди и цинка, он пригоден для сваривания сплавов из меди, чугуна.
Подготовка к работам и пайка
Выбирают горелку на 1–2 позиции меньше, чем если бы предстояло варить обычную сталь. В ацетиленовом пламени должно быть больше кислорода, чтобы кремний, входящий в состав припоя, и кислород могли соединяться с образованием оксида. Он и есть тот важный защитный элемент, который предотвращает выпаривание цинка.
Перед тем как варить, нагревают отрезки оцинкованных труб на длину 5 см в сторону от района пайки. Во время сварки пруток припоя под углом 40° заводят в зазор соединения, где он плавится и расплавленным металлом заполняется шов. Лучше использоваться метод «на себя», удерживая пруток не позади, а перед горелкой. Пламя нагревает не сами отрезки, а припой.
Нанесение флюса
Предварительно места сварки заполняют флюсом марки HLS-B. Состав пастообразной консистенции наносят таким образом, чтобы он захватывал каждый отрезок свариваемых оцинкованных труб на длину не менее 2 см. Слой флюса должна быть в 2–3 раза обильнее, чем при пайке стальных труб без специального покрытия.
Завершающий этап
Цинковые трубы с толщиной стенки не более 4 мм сваривают за один проход, более толстые паяют за 2–3 раза. После остывания в районе шва останется флюс, его удаляют водой и металлической щеткой. При чистке важно не переусердствовать, поскольку цинковое покрытие легко повредить. Внутри труба промывается проточной водопроводной водой в течение суток.
Заключение
В заключение подчеркну, что применять сварку в случае с оцинкованными трубами все же можно. Технологии позволяют сохранить защитное покрытие и не подвергнуть трубопровод в точках сварки риску быстрой коррозии. Достаточно следовать правилам и нормам, которые закреплены в СНиП, пользоваться подходящими электродами, флюсами, припоями.
На этом разрешите попрощаться с вами. Надеюсь, статья была полезной. Подписывайтесь на другие наши статьи и делитесь полезными материалами в социальных сетях.
Технологии сварки оцинкованных труб
Стальные трубы без защитного покрытия быстро корродируют и выходят из строя. Поэтому была разработана технология нанесения защитного цинкового слоя, который увеличивает срок службы материала почти в десять раз.
Оцинкованные трубы сегодня используются повсеместно, они дешевле изделий из нержавейки и по техническим характеристикам им не уступят. Но есть негативный момент, связанный с температурой плавления цинка и другими свойствами этого металла.
Трудности сваривания
 Когда производится сварка оцинкованных труб, то температура в зоне сваривания достигает +1200 ℃. Происходит выгорание цинкового слоя. Этот металл начинает закипать уже при +906 ℃. То есть, получается, что на участке стыка двух труб образуется зона без защиты. Но и это не все отрицательные стороны сварки оцинкованных труб.
Когда производится сварка оцинкованных труб, то температура в зоне сваривания достигает +1200 ℃. Происходит выгорание цинкового слоя. Этот металл начинает закипать уже при +906 ℃. То есть, получается, что на участке стыка двух труб образуется зона без защиты. Но и это не все отрицательные стороны сварки оцинкованных труб.
Газообразный цинк вредное для человека вещество. Попав в дыхательные пути, он приводит к удушью. Поэтому сварка в помещениях без организации хорошо действующей вентиляции запрещена. К тому же по техники безопасности сварщик должен надеть под маску респиратор.
При высокой температуре цинк начинает интенсивно испаряться, что приводит к образованию внутри стали раковин и пор. А это снижение качества места соединения и прочности стыка двух оцинкованных труб.
Какие технологии применяют
Учитывая все выше упомянутые минусы сваривания оцинкованных труб, были разработаны две специальные технологии, в которых процесс сварки проводится так, чтобы оцинковка не разрушалась.
В первой технологии зона сварки обрабатывается специальным материалом – флюсом, который закрывает собою стык и не дает цинку выгорать, то есть, переходить в газообразное состояние.
Он на себя оттягивает часть тепловой энергии, а внутри под флюсом цинк расплавляется и становится вязко-жидким. Этот металл обволакивает собою соединение двух оцинкованных труб, равномерно покрывая их концы. Защитный слой, таким образом, не нарушается.


Во второй технологии используют специальные электроды, которые могут выдерживать ток большой силы. В основе этого метода лежит позиция сокращения времени сварки, в течение которого цинк не успевает испаряться.
То есть, процесс сварки производится настолько быстро и без снижения качества соединения, что защитное покрытие не успевает превращаться в газ.
Эти технологии сегодня используется повсеместно, когда дело касается сварки именно оцинкованных труб. И не только тех, которые собираются в трубопроводы для газа или в несущие конструкции в строительстве.
В водопроводе под действием проточной воды цинк растворяется и частично выводится наружу. Так что для здоровья человека он опасности не несет.
Выбор электродов
 Как уже было сказано, процесс сварки сопровождается выделением тепловой энергии, поэтому цинк начинает интенсивно испаряться. Есть большая вероятность, что этот металл попадет в сварочную ванну и смешается со сталью.
Как уже было сказано, процесс сварки сопровождается выделением тепловой энергии, поэтому цинк начинает интенсивно испаряться. Есть большая вероятность, что этот металл попадет в сварочную ванну и смешается со сталью.
А это приведет к образованию пор и трещин на уровне кристаллизации стали, и, как следствие, к снижению качества стыка соединяемых изделий. Поэтому основное требование к сварке оцинкованных труб – это удаление цинкового слоя в зоне соединения.
Если нет возможности удалить защитное покрытие, тогда для соединения оцинкованных труб используются именно специальные электроды. В принципе, сварка оцинкованного изделия практически ничем не отличается от такого же процесса соединения обычной стали. Но есть и свои нюансы.
Во-первых, сам электрод для сварки представляет собой металлический стержень, покрытый порошком. Именно разновидность порошкового слоя влияет на то, какие металлы можно варить.
В случае со сваркой оцинкованных труб используются электроды или с рутиловым покрытием или с основным. Первый используется, если трубы изготовлены из углеродистых сталей (к примеру, сталь 20), второй, если изготовлены из низколегированной стали (С345).
Рутиловое покрытие
 Применяются электроды с рутиловым покрытием. Рутил – это минерал в виде оксида титана. Он в порошковом покрытии применяется в виде концентрата с содержанием более 50%. В состав также входят алюмосиликаты и карбонаты.
Применяются электроды с рутиловым покрытием. Рутил – это минерал в виде оксида титана. Он в порошковом покрытии применяется в виде концентрата с содержанием более 50%. В состав также входят алюмосиликаты и карбонаты.
Получаемый при сварке шлак имеет высокую щелочность, поэтому металл соединения обладает такими показателями, как высокая ударная вязкость и повышенная защита от образования горячих трещин.
Единственное требование к рутиловым электродам для сварки оцинкованных труб – это перед началом процесса просушить их в течение часа при температуре +200 °C. Но использовать расходники можно лишь через сутки.
Основное покрытие
 Могут использоваться электроды с основным покрытием. Этот порошковый слой имеет сложную рецептуру, куда входит большое количество разных химических веществ: магний, кальций, шпат плавиковый и ферросплавы.
Могут использоваться электроды с основным покрытием. Этот порошковый слой имеет сложную рецептуру, куда входит большое количество разных химических веществ: магний, кальций, шпат плавиковый и ферросплавы.
При сгорании внутри зоны сваривания порошок выделяет углекислый газ и окись углерода, которые защищают расплавленный металл от воздействия кислорода и водорода. Два последних снижают качество сварки. Обычно этими электродами проводят сварку трубопроводов из труб с толстой стенкой.
Нюансы процесса
Что касается самого процесса сварки, то в его основу ложится толщина стенки трубы. Если этот показатель не превышает 3 мм, то концы труб соединяются электродом без предварительной подготовки, оставляя между ними зазор 2-3 мм.
Конечно, чистота поверхностей (и внешней, и внутренней) должна быть идеальной, поэтому их очищают от загрязнений и обезжиривают спиртом или растворителем.
Если толщина более 3 мм, тогда на концах оцинкованных труб делают фаску с притуплением 1,5-2 мм в зависимости от толщины стенки. Пространство между фасками в процессе варки заполняют расплавленным металлом от электродного стержня.
 Важно правильно подобрать силу тока на сварочном аппарате и диаметр электрода. Большой ток приведет к прожиганию соединяемых изделий.
Важно правильно подобрать силу тока на сварочном аппарате и диаметр электрода. Большой ток приведет к прожиганию соединяемых изделий.
То же самое касается электродов с большим диаметром. И наоборот, если ток небольшой величины или мал диаметр расходника, то произойдет непровар. А это снижение качества стыка.
Многое будет зависеть и от скорости движения электрода вдоль сварочной зоны. Здесь, как и в предыдущих случаях, медленное движение – это вероятность прожигание стали и оцинкованного слоя.
Большая скорость – это все тот же непровар. Подходящая скорость сварки приходит с опытом. И чем чаще приходится варить оцинкованные трубы, тем качественнее получается шов.
Последующая обработка стыка
После окончания сварки рекомендуется стык двух оцинкованных труб обработать антикоррозионным составом. Оно должно иметь три основных качества:
- хорошо скрепляться с металлической поверхностью;
- быть устойчивым к коррозионным процессам, хотя бы на уровне цинкового покрытия;
- легко наноситься без использования специального оборудования или инструментов.
Популярностью для покрытия стыка пользуется специальная краска, в состав которой входит более 94% цинковой пыли. По сути, это цинк в виде пыли, в который вносятся неомыляемые связующие компоненты.
Поэтому краска легко наносится кисточками или валиками на любые поверхности: горизонтальные, вертикальные или наклонные, где она хорошо держится и не стекает.
Применение газовой горелки
 Соединить две оцинкованные трубы можно с помощью газовой горелки. Все чаще используют технологию под маркировкой «UTP», которую в свое время изобрели немцы.
Соединить две оцинкованные трубы можно с помощью газовой горелки. Все чаще используют технологию под маркировкой «UTP», которую в свое время изобрели немцы.
Для этого они использовали флюс марки «HLS-B», защищающий цинковое покрытие от выгорания. Сегодня предлагаются по этой технологии стержни марки UTP-1 – это медно-цинковый припой в виде прутка толщиною 2 мм. С его помощью можно варить не только изделия из оцинковки, но и медные сплавы, чугун.
Подготовка и пайка
Подготовка к процессу идентично той, которую применяют для сварки оцинкованных труб электродами. Но есть определенные особенности и нормы, которые устанавливают ГОСТы и СНиПы.
Номер грелки выбирается на 1-2 позиции меньше, чем при сварке обычных стальных труб.
В ацетиленовое пламя добавляется больше кислорода. Это делается для того, чтобы кремний, который является компонентом припоя, соединялся с кислородом и образовал оксид.

Именно последний является главным защитным ингредиентом в процессе сдерживания испарения цинка. При этом пламя должно быть стабильным, оно не должно скакать, что приведет к перепадам температурного режима в зоне сварки.
Предварительно концы труб нагреваются на ширину до 5 см.
Что касается номера горелки, то здесь зависимость прямая от диаметра трубы:
- диаметр до 250 мм при толщине стенки 2-6 мм – номер горелки 1 или 2;
- больше 250 мм при той же толщине – номер горелки 3 или 4.
Сама пайка – это внесение прутка припоя в зону соединения, где он нагревается горелкой и расплавляется. При этом очень важно направлять огонь не на концы соединяемых оцинкованных труб, а на припойный стержень.
Для такой технологии лучше использовать сварку на себя, когда пруток движется перед горелкой. Кстати, она должна подноситься к месту стыка под углом 40°.
Нанесение флюса
Но перед сваркой место соединение двух оцинкованных труб заполняется флюсом «HLS-B». Это пастообразное вещество, которое наносится на концы так, чтобы им заполнился участок с каждой стороны стыка длиною не меньше 2 см.
При этом надо учитывать, что толщина слоя флюса должна быть в два или три раза больше, чем при пайке обычных труб.
Завершающий этап
Если пайкой соединяют оцинкованные трубы толщиною до 4 мм, то сварка проводится за один проход. Если больше данного показателя, то за два или три. После завершения работ и остывания стыка флюс, который остался поверх соединения, удаляют водой и металлической щеткой.
Усердствовать не надо, чтобы не повредить цинковое покрытие. Внутренняя поверхность соединенных изделий промывается водой, которой заполняется трубопровод на сутки.
Сварить оцинкованные трубы не так просто, как может показаться на первый взгляд. Небольшое отступление от норм и правил приведет к серьезным дефектам, которые отразятся на качестве конечного результата.